Sodick VL/AL/AG Renishaw CNC Kalibrasyonu
Özet: Sodick’in lineer motor + cam cetvel geri beslemeli VL/AL (tel erozyon) ve AG (dalma EDM) tezgâhlarında doğruluk için seviyeleme & termal denge → spindle sweep & geometri → Renishaw XL-80 (ISO 230-2) → QC20-W ballbar (ISO 230-4) → (rotary/jig varsa) XR20-W → probing & telafiler → test parçası & raporlama akışı uygulanır.
1) Ortam, Seviyeleme ve Termal Denge
- Seviyeleme: Gövde burulması (twist) giderilir; VL/AL’de tank-tabla, AG’de havuz/tabla referans alınır.
- Isındırma: X-Y-Z (ve U-V tel yönlendirme) eksenleri ile dielektrik dolaşımı çalışma sıcaklığına getirilir; T/B/Nem kayıtları tutulur.
- Not: Lineer motorlu eksenlerde mekanik backlash yoktur; buna rağmen ölçek uyumu ve geometrik hatalar periyodik kontrol ister.
2) Spindle/Guide Sweep ve Geometri Kontrolleri
- Endikatör/prob ile tabla yüzeyinde ~Ø200–300 mm dairesel süpürme (T.I.R.).
- VL/AL’de tel kılavuz merkezlemesi ve U-V ofsetleri; AG’de elektrot tutucu/saddle dikliği ve Z-kolon doğruluğu.
- Düzlemsellik, Z’ye diklik, X-Y paralelliği; gerekiyorsa shim veya hizalama düzeltmeleri.
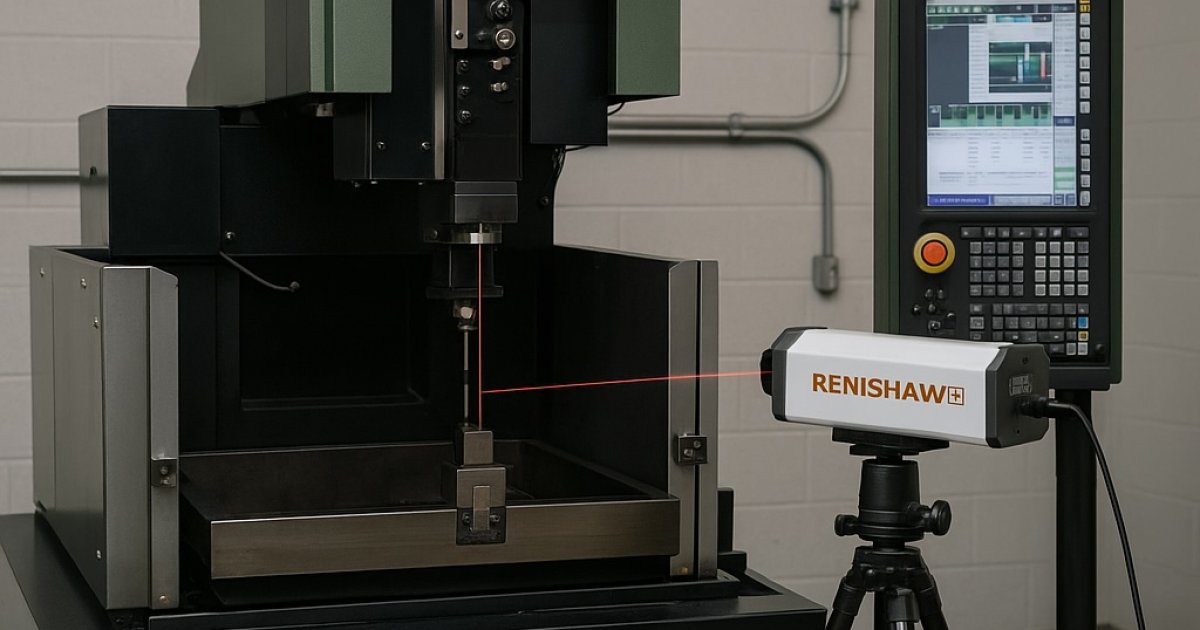
3) ISO 230-2 Lineer: Renishaw XL-80
Kurulum & Ölçüm
- X-Y-Z (ve VL/AL’de U-V) eksenlerinde ileri/geri çok noktalı koşular; düşük ve tipik EDM hızlarında veri toplanır.
- Çevresel kompanzasyon ile T/B/Nem düzeltmeleri uygulanır; veri analizinden hata eğrileri çıkarılır.
Telafi
- Pitch error compensation tabloları güncellenir; kısa doğrulama koşusu ve rapor alınır.
4) ISO 230-4 Kontur: QC20-W Ballbar
- XY düzleminde saat yönü/tersi dairesel kontur testleri; küçük strok EDM’lerde kablo/aksesuar güvenliği gözetilir.
- RMS, dörtgenlik, histerezis ve backlash analizi; farklı hızlarda tekrar koşuları ile servo/ölçek/diklik bileşenlerinin ayrıştırılması.
5) Döner/Jig Ölçümü (Varsa): XR20-W & Diyagonal
- XR20-W ile döner eksen konum doğruluğu ve pivot/merkezleme; jig veya C-eksenli tablalar için uygundur.
- ISO 230-6 diyagonal ölçümler ile volumetrik performans kestirimi yapılabilir (EDM hacminde sınırlar dikkate alınır).
6) Probing, Telafiler ve Test Parçası
- Probing: İş/takım probu (veya referans küre/ring) ile stylus çap/uzunluk-Z ofset kalibrasyonu; tel merkezleme doğrulanır.
- Telafiler: Lineer/volumetrik tablolar; (varsa) termal kompanzasyon fonksiyonları etkinleştirilir.
- Test parçası: Delik-yarık-yüzey kombinasyonlu EDM test numunesi işlenip prob/CMM ile ölçülür; nominal farklar raporlanır.
7) Önerilen Periyot Planı
| Adım | Periyot | Amaç |
|---|---|---|
| Seviye & termal denge | Aylık / müdahale sonrası | Geometri stabilitesi |
| Lazer (ISO 230-2) | 6–12 ay | Lineer doğruluk |
| Ballbar (ISO 230-4) | 3–6 ay | Kontur performansı |
| Rotary (XR20-W) | Bakım/çarpışma sonrası | Döner eksen doğruluğu |
| Probing | 6–12 ay | Ölçüm güvenilirliği |