DN Solutions VCF/DVF CNC Kalibrasyonu
Özet: VCF (hareketli kolon, uzun X strok ve döner kafa seçenekleri) ile DVF (entegre trunnion, kompakt 5 eksen) tezgâhlarda kalibrasyon akışı; seviyeleme & termal denge → spindle/tabla geometri kontrolleri → ISO 230-2 lazer interferometre → ISO 230-4 ballbar → backlash & termal kompanzasyon → (DVF) trunnion/pivot hizası → telafi tabloları → test parçası & raporlama.
1) Ortam, Seviyeleme ve Termal Denge
- Seviyeleme: VCF’de hareketli kolonun gövde burulması (twist) giderilir; DVF’de trunnion yatakları etkilenmeyecek şekilde şase seviyelenir.
- Termal denge: Spindle/eksen “warm-up” sonrası ölçüme geçin; sıcaklık, basınç, nem kayıt altına alın.
- Mimari not: VCF 850 II ailesi 3.000 mm’ye kadar X strok ve döner kafa (B) + C tabla opsiyonları sunar; DVF 5000’de entegre trunnion, yüksek devirli spindle ve geniş takım kapasitesi bulunur.
2) Spindle/Tabla Geometrisi
2.1 Spindle sweep (dairesel süpürme)
- Endikatör + hizalama barı ile tablada 200–300 mm çaplı süpürme; T.I.R. toleransı dışındaysa seviye/arayüz kontrolü.
2.2 Düzlemsellik, diklik ve paralellik
- VCF: Kolon-tabla düzlemselliği ve Z’ye diklik doğrulanır; döner kafa (B) ve C tablada paralellik/merkezleme kontrol edilir.
- DVF: Trunnion tabla Z’ye diklik, B ekseni pivot noktası ve C ekseni konsantriklik ölçülür; gerekiyorsa mekanik ayar yapılır.
3) ISO 230-2 Lazer İnterferometre (Lineer Doğruluk)
Ölçüm
- X-Y-Z eksenlerinde ileri/geri çok nokta ölçüm; kırılma indisi (T/P/Nem) düzeltmesi uygulanır.
- Tekrarlanabilirlik, çift yön sapma, ölçek hataları ayrı ayrı değerlendirilir.
Telafi
- Hata eğrileri pitch error compensation tablolarına işlenir; güncelleme sonrası kısa doğrulama koşusu yapılır.
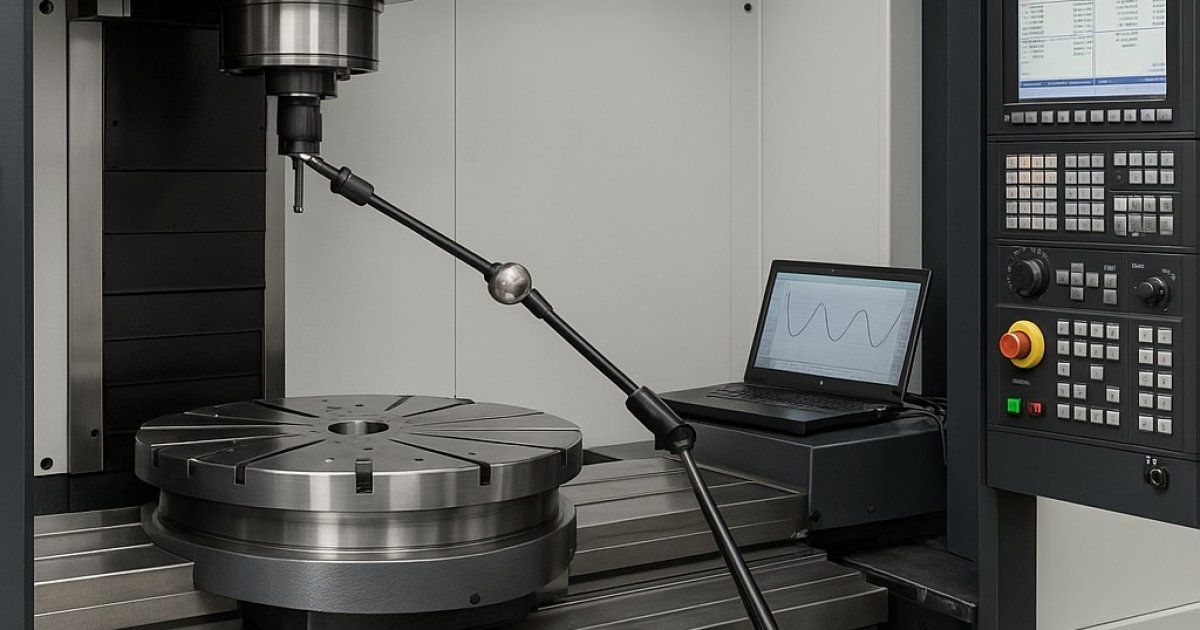
4) ISO 230-4 Ballbar (Dairesel Kontur)
- VCF: XY düzleminde saat yönü/tersi çevrimler; RMS, dörtgenlik, histerezis, backlash yorumlanır.
- DVF: XY’ye ek olarak XZ/ZY çevrimleri; farklı ilerlemelerde tekrar testleri ile servo/ölçek/diklik bileşenleri ayrıştırılır.
5) Backlash, Termal Kompanzasyon ve Probing
- Backlash: Tolerans dışıysa öncelik mekanik onarım; parametre ile yalnız küçük düzeltme yapılmalıdır.
- Termal kompanzasyon: Uzun çevrimlerde ısıl drift izlenir; kompanzasyon fonksiyonları etkin tutulur.
- Probing: İş/takım probu kalibrasyonu (stylus çap/uzunluk, Z ofseti) ve test kesimiyle doğrulama yapılır.
6) DVF’ye Özgü: Trunnion/Pivot ve Otomasyon
- B/C eksen kinematikleri: B ekseni dönüş limitleri, C eksen tam tur doğruluğu ve merkez hatası kontrol edilir.
- Otomasyon uyumu: DVF’nin entegre tabla ve büyük takım kapasitesi lights-out üretim için uygundur; prob & tool-setter ile ofset süreçleri standartlaştırılmalıdır.
7) Test Parçası, Raporlama ve Periyotlar
| Adım | Önerilen Periyot | Amaç |
|---|---|---|
| Seviye & termal denge | Aylık / kurulum-çarpışma sonrası | Geometri stabilitesi |
| Ballbar (ISO 230-4) | 3–6 ay | Kontur performansı |
| Lazer (ISO 230-2) | 6–12 ay | Lineer doğruluk |
| Probing (iş/takım) | 6–12 ay | Ölçüm güvenilirliği |
| Trunnion/Pivot (DVF) | Bakım/çarpışma sonrası | Kinematik doğruluk |